

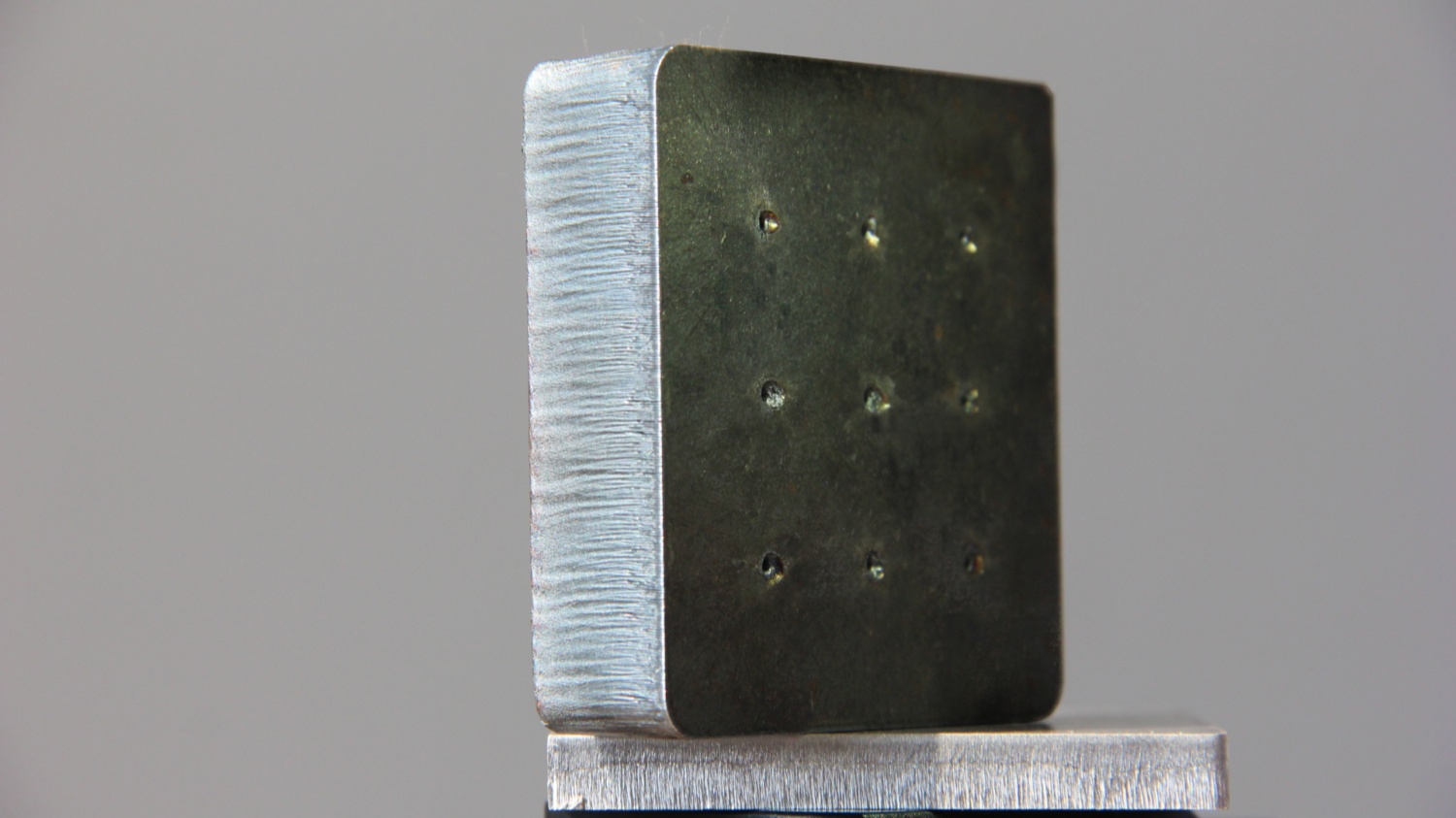
El proceso de corte de esquinas afiladas y orificios pequeños representa un avance fundamental en el corte plano de precisión, diseñado específicamente para el procesamiento de piezas complejas de chapa metálica de alta precisión y piezas de acabado de alta gama. Para solucionar los problemas de sobrecalentamiento de las esquinas afiladas, deformación de los orificios pequeños y acumulación de escoria propios del corte tradicional, controlamos con precisión la energía láser mediante la regulación de la respuesta de potencia a nivel de microsegundos y la optimización de la trayectoria, resolviendo eficazmente el problema de la acumulación de calor en las esquinas. Permite realizar cortes en ángulo recto con un radio de esquina interior de 0,3 mm y el procesamiento de microorificios con una relación de aspecto de 15:1 (por ejemplo, φ0,5 mm × 7,5 mm). Tras el corte, las esquinas afiladas quedan libres de rebabas y deformaciones, y los orificios pequeños son redondos y regulares con una precisión dimensional de ±0,02 mm, sin necesidad de rectificado secundario. Esto mejora notablemente la calidad del procesamiento y el índice de conformidad de las piezas de precisión, y resulta idóneo para aplicaciones con requisitos estrictos en los detalles, como electrodomésticos de alta gama y maquinaria de precisión.

El proceso de corte en vuelo es fundamental para mejorar la eficiencia del procesamiento por lotes, redefiniendo el estándar de alta eficiencia del corte plano. A diferencia del corte tradicional, que requiere una pausa de 1 a 3 segundos por cada cambio de dirección, este proceso permite un procesamiento continuo e ininterrumpido mediante el movimiento coordinado del sistema de transporte dinámico del material y el cabezal de corte. Combinado con la tecnología de optimización de diseño inteligente, la velocidad de corte aumenta en más del 40 % en comparación con los procesos tradicionales, y la tasa de utilización del material se incrementa al 95 %, lo que reduce considerablemente el desperdicio de material sobrante y el tiempo improductivo. Es especialmente adecuado para escenarios de procesamiento por lotes, como fábricas de chapa metálica y piezas de maquinaria de ingeniería, ayudando a los clientes a acortar el ciclo de producción y mejorar la capacidad productiva.

El proceso de pulido superficial se centra en las necesidades de procesamiento de piezas de alta gama, integrando el corte y el pulido. Según el material, se divide en pulido superficial de acero al carbono con oxígeno como gas auxiliar y pulido superficial de acero inoxidable con nitrógeno como gas auxiliar. Este proceso satisface con precisión las necesidades de procesamiento de alta gama de diferentes materiales y equilibra la calidad estética con la eficiencia.

El corte de superficie brillante de acero al carbono asistido por oxígeno está diseñado a medida para el procesamiento de piezas de acero al carbono de alta gama, equilibrando la eficiencia de corte y la textura superficial. Este proceso utiliza oxígeno de alta pureza (≥99,9 %) como gas auxiliar. Durante el corte láser, el oxígeno no solo actúa como apoyo a la combustión para acelerar la fusión del acero al carbono y mejorar la velocidad de corte, sino que también inhibe la oxidación de la sección de corte mediante el control preciso del flujo de oxígeno y la energía láser, obteniendo finalmente una sección de superficie brillante de color gris plateado sin escoria ni rebabas, con una rugosidad superficial tan baja como Ra1,6 μm. Las piezas de acero al carbono cortadas no necesitan rectificado ni pulido adicionales, y pueden utilizarse directamente para tratamientos superficiales posteriores como pulverización y electroforesis, lo que resulta adecuado para escenarios como paneles decorativos de acero al carbono y piezas estructurales de acero al carbono de alta gama. Al tiempo que garantiza la calidad de la apariencia, mejora considerablemente la eficiencia del procesamiento y reduce el coste de los procesos posteriores.
El corte de superficie brillante de acero inoxidable asistido por nitrógeno está diseñado para las características del acero inoxidable, resolviendo por completo el problema de la decoloración por oxidación en el corte de acero inoxidable. El acero inoxidable es propenso a la oxidación, y el corte tradicional suele provocar problemas como el ennegrecimiento y el amarilleamiento de la sección. Este proceso utiliza nitrógeno de alta pureza (≥99,99 %) como gas auxiliar, lo que permite aislar eficazmente el contacto entre el aire y la zona de corte y evitar reacciones de oxidación. Combinado con un láser de alta potencia y un haz de luz de alta calidad, funde con precisión el acero inoxidable y elimina la escoria con nitrógeno a alta presión, obteniendo finalmente una sección de corte libre de oxidación, de color blanco plateado y alto brillo, con una superficie delicada y lisa y un brillo uniforme. Esta sección puede utilizarse directamente para procesos de tratamiento superficial de alta gama, como el anodizado, la galvanoplastia y el trefilado. Este proceso es idóneo para aplicaciones con requisitos estéticos extremadamente exigentes, como paneles de ascensores de acero inoxidable, piezas decorativas de acero inoxidable de alta gama y accesorios de acero inoxidable de precisión, ya que presenta a la perfección la textura de alta gama del acero inoxidable, al tiempo que reduce los procesos secundarios y mejora la eficiencia de la producción.

El proceso de corte biselado es un proceso fundamental adecuado para las necesidades de soldadura en corte plano, especialmente diseñado para el procesamiento de diversas piezas estructurales que requieren soldadura, resolviendo eficazmente los problemas de baja eficiencia, ángulo irregular y necesidad de rectificado secundario del procesamiento biselado tradicional. Según las necesidades de soldadura, este proceso puede realizar con precisión cortes biselados con ángulos arbitrarios de 0 a 45°, admitiendo diversas formas de bisel como tipo V, tipo U y tipo X, y es adecuado para procesar múltiples materiales como acero al carbono, acero inoxidable y aleación de aluminio. Mediante un control preciso de la energía láser y una optimización inteligente de la trayectoria de corte, se garantiza un error angular de bisel ≤±0,5°, y la superficie del bisel es lisa, sin rebabas ni colapsos, lo que permite su uso directo para soldadura sin procesamiento secundario, mejorando considerablemente la eficiencia y la calidad de la soldadura y evitando defectos de soldadura causados por una precisión de bisel insuficiente. Es adecuado para escenarios de procesamiento que requieren mucha soldadura, como estructuras de acero, maquinaria de ingeniería y componentes de chapa metálica.
El proceso de corte por aire comprimido es un proceso práctico que equilibra eficiencia y costo, ampliamente utilizado en escenarios de procesamiento de acero al carbono convencionales. Al utilizar aire como gas auxiliar, no requiere inversión adicional en costos de gas inerte, lo que reduce considerablemente el gasto en consumibles de procesamiento. Al mismo tiempo, gracias a la tecnología láser de alta potencia, permite el corte eficiente de placas medianas y delgadas, con alta velocidad de corte y gran adaptabilidad, lo que satisface las necesidades de procesamiento por lotes de piezas estructurales comunes y piezas de chapa metálica convencionales, logrando un equilibrio perfecto entre eficiencia de procesamiento y control de costos, y convirtiéndose en el proceso preferido para la producción de lotes pequeños y medianos.

El proceso de corte por aire ultra limpio es una versión mejorada y optimizada del corte por aire, que logra avances significativos en eficiencia y calidad. Para solucionar los problemas de rebabas y la necesidad de rectificado secundario propios del corte por aire tradicional, eliminamos el exceso de residuos en la parte inferior de la pieza optimizando la proporción de gas auxiliar y los parámetros de corte, logrando un corte sin rebabas con una sección de corte vertical y precisa, sin necesidad de procesamiento secundario. En comparación con el corte por nitrógeno, el costo se reduce en aproximadamente un 70 % y la velocidad de corte aumenta entre un 50 % y un 60 %. Es especialmente adecuado para el procesamiento de acero al carbono y aleación de aluminio de espesor medio y delgado, ya que no solo conserva la ventaja de costo del corte por aire, sino que también logra una calidad cercana al acabado brillante, mejorando notablemente el rendimiento de costos y la eficiencia de producción.
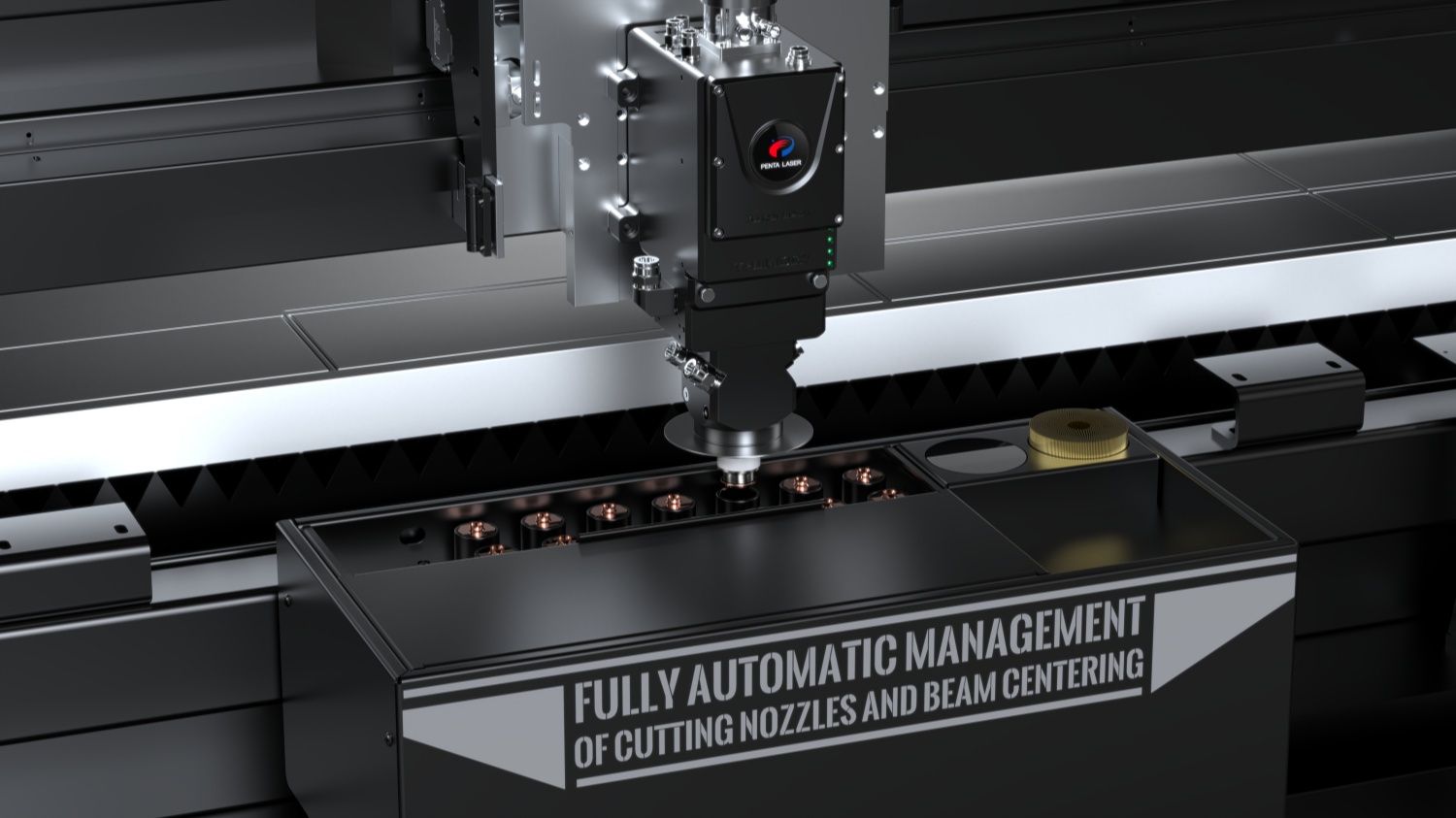
El proceso de cambio automático de boquillas es clave para mejorar la inteligencia del equipo y reducir la intervención manual. Gracias al sistema inteligente de cambio de boquillas, se puede completar automáticamente el reemplazo rápido de las boquillas según las necesidades de diferentes espesores de placa y procesos de corte, con un tiempo de reemplazo de tan solo 15 segundos, sin desmontaje ni depuración manual, lo que reduce el tiempo de preparación del equipo y minimiza las pérdidas improductivas. Al mismo tiempo, el sistema detecta automáticamente el estado de la boquilla, evita problemas de calidad de corte causados por el desgaste y la incompatibilidad de modelos, reduce los errores de operación manual, se adapta a escenarios de procesamiento por lotes con múltiples variedades y especificaciones, y mejora la continuidad y estabilidad de la producción.
El proceso de alineación automática del centro de luz es fundamental para garantizar la precisión del corte y la salida estable de energía láser. La precisión del corte láser depende directamente de la alineación precisa entre el centro de luz y el cabezal de corte. La alineación manual tradicional del centro de luz no solo consume mucho tiempo y es laboriosa, sino que también es propensa a desviaciones, lo que afecta la calidad del corte. Nuestro proceso automático de alineación del centro de luz detecta automáticamente la posición del centro láser mediante un sistema de detección inteligente y tecnología de posicionamiento de precisión, y calibra la desviación en tiempo real para garantizar una alineación perfecta entre el centro de luz y el cabezal de corte, sin intervención manual durante todo el proceso. Esto no solo mejora la eficiencia de la puesta a punto del equipo, sino que también garantiza la estabilidad de la precisión en el corte continuo a largo plazo, proporcionando una garantía fiable para diversas necesidades de corte de alta precisión y evitando el aumento de la tasa de desperdicio causado por la desviación del centro de luz.
Los ocho procesos centrales cooperan entre sí, abarcando todo el proceso de corte plano. Desde el procesamiento de precisión hasta la producción en masa de alta eficiencia, desde el control de costos hasta la mejora de la calidad, cubren plenamente las necesidades de procesamiento de diferentes industrias. Con la innovación de procesos como eje central, PENTA LASER integra tecnologías avanzadas en cada etapa del proceso, lo que permite a las máquinas de corte plano alcanzar las ventajas de procesamiento de "alta precisión, alta eficiencia, alta estabilidad y excelente relación costo-beneficio", ayudando a los clientes a resolver los problemas del procesamiento tradicional, impulsando la modernización de la fabricación con tecnología y consolidando la competitividad central de las empresas.
